|
New Energy Research Laboratory Device
and Process Testing Update
Published in Issue #37, May/June 2001
by Ken Rauen and Eugene Mallove
Sonofusion Calorimetry
The replication of First Gate Energies' sonofusion
process has taken several turns since the update in IE No.
36. The excess heat reported in that issue was a last-minute inclusion
before our print deadline. The experiment was not complete. After
the story went to press, the experiment was taken through the final
phase, that of post-calibration. The ultrasonic energy was removed
from the sonofusion reactor and the reactor was allowed to re-equilibriate
at a lower input power level.
Our computer data-logging and computational program recorded stabilization
at +6.3 watts excess heat. What this means is that the two calorimeters
in combination-the oscillator calorimeter and the reactor calorimeter
(see last issue's column)- lost their calibration by drifting, and
the data collected was unreliable. The post-calibration ideally
should have shown 0.0 watts excess heat. The problem was traced
to the airflow calorimeter for the reactor; its basic design was
at fault, as heat flow pathways are not perfectly consistent under
all conditions. We opted to replace that calorimeter with a Thermonetics
Seebeck envelope calorimeter (see IE No. 29 column, and photo
in this issue, p. 59), which, theoretically, integrates all heat
flows. The sonofusion reactor had to be modified to fit inside
this calorimeter. The sight-glass and valving superstructure was
removed, and replaced by translucent teflon tubing and compression
fitting disconnects. The D2O level is observed through
the tubing, and is kept above the reactor so the reactor is full
at all times.
The ultrasonic transducer oscillator calorimeter was modified also.
The thermal time constants of the two thermocouples used to determine
differential temperature were so different that a rapid change in
room temperature produced errors in the calculated heat dissipated.
This was corrected by embedding the room temperature thermocouple
in a 50-gram piece of steel, which was wrapped in two inches of
fiberglass insulation. Now, normal room temperature fluctuations
due to furnace or air conditioning cycling result in about 0.1°C
fluctuations in the differential temperature.
This unusual calorimetric application for the oscillator is for
the purpose of determining the amount of electrical energy that
drives the ultrasonic transducers in the reactor. It is difficult
to measure it directly, because of its complex waveform (although
we are preparing as an electronic cross-check to do that too).
In our indirect measurement, the heat dissipated by the oscillator
calorimeter is subtracted from the electrical power to the ultrasonic
oscillator, delivered from the wall socket and measured by a commercial
power consumption meter. The result is assumed to be the ultrasonic
power according to conservation of energy. This has been verified
by one control test in which sonofusion was assumed to be absent.
The ultrasonic power calculated by this method agreed with the reactor
calorimeter when no joule heat was applied to the reactor, which
kept the reactor relatively cold and probably not producing any
significant fusion heat. The difference between the two methods
was 0.35 watts.
Recent calibration runs of each calorimeter show errors of 0.65W
maximum deviation and 0.2W typical deviation from the exponential
equation relating delta-T to heat flow for the oscillator's air
flow calorimeter, and 1.2% deviation from the straight line behavior
of the Seebeck envelope calorimeter for the reactor, which is 0.6W
of measurement error at 50W of actual heat. A minimum of five data
points at varying power levels were measured for each calorimeter
to establish the calibrations. The errors are additive, so the system
detection limit is about 1.3W.
The copper target material inside the reactor has been changed to
titanium. It does not deteriorate like the copper; Roger Stringham
of First Gate Energies says it weathers far better than copper.
Four sonofusion runs have been completed. All four exhibited excess
heat: 3, 3.5, 4, and 3 watts, in sequence, with 8 to 20 watts of
ultrasonic power applied. The reactor temperatures were around
130°C and argon pressure at 25, 30, 35, and 0 psig, respectively.
The first three were measured with a validating post-calibration
for zero excess heat. Those zero checks showed -0.1, 0.0, and +0.1
watts, respectively, when the oscillator was turned off. The fourth
run was unique. It accidentally was run at 0 psig applied argon
pressure (a second argon valve to the reactor was accidentally left
closed, and the reactor was operating at the vapor pressure of the
water at about 130°C) and the post-calibration was done by shutting
off the reactor joule heater, leaving the oscillator on. This fourth
run exhibited a "zero" of +3.1 watts excess! At present, we are
not sure of what to make of this result. It was followed by a joule
heater recalibration of the oscillator calorimeter at the same heat
dissipation of about 10W, which showed a slight deviation from the
current calibration equation of only -0.4W, so this does not explain
the +3.1W. It is possible that sonofusion was occurring during this
intended null condition, producing excess heat that would make the
two calorimeters not balance. Roger Stringham asserts that low temperature
and low pressure prevents sonofusion. This one data point is of
unknown value. Since it was collected under the uncontrolled condition
of no applied overpressure of argon, it could be discounted because
of procedural inconsistency, a bad test run. Each of these sonofusion
experiments lasted 24 hours total, including the high temperature
ultrasonic reaction and the post-reaction calibration, with the
time for each portion split approximately in half.
Despite the one confounding data point, NERL has substantial evidence
that excess heat from a cold fusion process has been documented
at its facilities. However, as in any experimental work, further
difficulties might be encountered that could alter this conclusion.
We are planning, with the assistance of Chris Eddy of Pioneer Microsystems,
Inc., to develop a direct measurement of the input electrical power.
This should end any doubt about these results and we will then proceed
to a system re-design on the road to making scientific laboratory
demonstration kits.
Sonofusion Materials Analysis
Since heavy metal transmutation phenomena have
been so widely seen in this field, we considered it important to
have an outside laboratory perform surface analysis of the second
copper target that had undergone prolonged ultrasonic activation.
We employed Geller MicroAnalytical Laboratory of Topsfield, Massachusetts.
Using a JEOL SEM with Auger Electron Spectroscopy (AES) Microprobe,
one of the pitted regions of the copper target was examined. About
twenty of these regions surrounded the central perforation of the
Cu target at a radial distance of about 1 cm.
Figure 1 at 45X shows the strange eroded canyon-like features (note
the imprinted scale) on the copper. Figure 2 is at 750x and the
imposed rectangular area bracketing the magnified "promontory" indicates
the region that was examined for unusual elements by the Auger electron
beam. Figure 3, also at 750X, is of a nearby "smooth," unaffected
Cu surface, very much different than the activated region.
Using the element analysis feature, the Auger electron spectrum
was obtained for both the smooth and affected Cu surfaces. Only
copper emission lines were seen with a very low aluminum peak present
in both the smooth surface region (Figure 4) and in two areas of
the activated surface (see Figures 5 and 6). There was no evidence
of any unusual elements present. Bear in mind that convincing excess
heat was not measured in the ultrasonic exposures of the copper
foil.
|
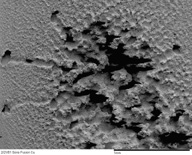
Figure 1. Copper target surface pitted by ultrasonic
activation in D2O (at 45x).
|

Figure 2. Magnified view (750x) of small "promontory"
on copper target pitted region.
|
|
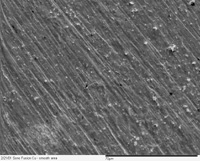
Figure 3. "Smooth", non-pitted region
of copper target.
|

Figure 4. Auger electron (AES) analysis of
"clean" copper surface ("smooth") region,
showing only Cu peaks.
|
|

Figure 5. Auger electron (AES) analysis of
pitted area of copper target. No unusual element peaks are
seen.
|

Figure 6. Auger electron (AES) analysis of
pitted area of copper target, remote from central area of
pitting.
|

|